|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese
ІСТОРІЯ ТЕХНІКИ, ТЕХНОЛОГІЇ, ПРЕДМЕТІВ НАВКОЛО НАС
Супорт. Історія винаходу та виробництва
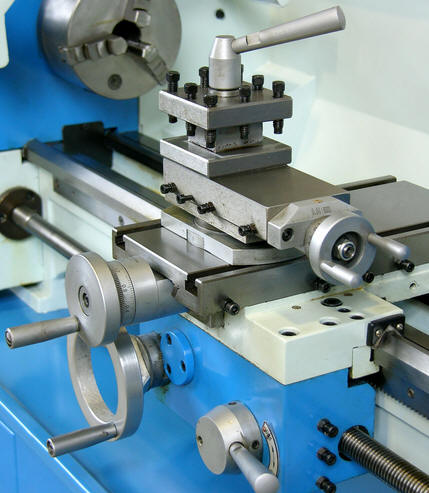
Довідник / Історія техніки, технології, предметів довкола нас Супорт (від англ. і франц. support, від позднелат. supporto - підтримую) - вузол, призначений для кріплення та ручного або автоматичного переміщення інструменту, наприклад, у верстатах. Супорт зазвичай складається з різцетримача та проміжних деталей типу санок, що забезпечують заданий напрямок руху інструменту.
Одним із найважливіших досягнень машинобудування на початку XIX століття стало поширення металорізальних верстатів із супортами – механічними власниками для різця. Яким би простим і, на перший погляд, незначним не здавався цей придаток до верстата, можна без перебільшення сказати, що його вплив на вдосконалення та розповсюдження машин було так само велике, як вплив змін, зроблених Уаттом у паровій машині. Введення супорта разом спричинило удосконалення та здешевлення всіх машин, дало поштовх до нових удосконалень та винаходів. Токарний верстат має давню історію, причому з роками його конструкція змінювалася дуже незначно. Можливо, принцип його устрою був підказаний людям гончарним колом. Приводячи в обертання шматок дерева, майстер за допомогою долота міг надати йому найхимернішу циліндричну форму. Для цього він притискав долото до шматка дерева, що швидко обертається, відокремлював від нього кругову стружку і поступово давав заготівлі потрібні обриси. У деталях свого пристрою верстати могли досить відрізнятися один від одного, але аж до кінця XVIII століття всі вони мали одну принципову особливість: при обробці заготівля оберталася, а різець знаходився в руках майстра. Винятки із цього правила були дуже рідкісними, і їх у жодному разі не можна вважати типовими для цієї епохи. Наприклад, тримачі для різця набули поширення в копіювальних верстатах. За допомогою таких верстатів працівник, який не мав особливих навичок, міг виготовляти вигадливі вироби дуже складної форми. Для цього користувалися бронзовою моделлю, що мала вигляд виробу, але більшого розміру (зазвичай 2:1).
Потрібне зображення отримували на заготівлі в такий спосіб. Верстат обладнався двома супортами, що дозволяли виточувати вироби без участі руки працівника: в одному було закріплено копіювальний палець, в іншому – різець. Нерухливий копіювальний палець мав вигляд стрижня, на загостреному кінці якого збожеволів маленький ролик. До ролика копіювального пальця спеціальною пружиною постійно тулилася модель. Під час роботи верстата вона починала обертатися і відповідно до виступів і западин на своїй поверхні здійснювала коливальні рухи. Ці рухи моделі через систему зубчастих коліс передавалися заготівлі, що обертається, яка повторювала їх. Заготівля знаходилася в контакті з різцем, подібно до того, як модель знаходилася в контакті з копіювальним пальцем. Залежно від рельєфу моделі заготівля наближалася то до різця, то віддалялася від нього. При цьому змінювалася товщина стружки. Після багатьох проходів різця по поверхні заготівлі виникав рельєф, аналогічний до моделі, але в меншому масштабі. Копіювальний верстат був дуже складним та дорогим інструментом. Придбати його могли лише дуже заможні люди. У першій половині XVIII століття, коли виникла мода на точені вироби з дерева та кістки, токарними роботами займалися багато європейських монархів та титулована знать. Їх переважно і призначалися копіювальні верстати. Наприклад, такий верстат (виготовлений, як можна припустити, чудовим російським механіком Нартовим) був у 1712 встановлений у майстерні російського царя Петра Першого.
Супорти застосовувалися на деяких верстатах у годинниковому виробництві, оскільки з їх допомогою було простіше виточувати високоточні деталі годинникових механізмів. Наприкінці століття їх починають встановлювати і токарні верстати. У 10-му томі "Енциклопедії" Дідро вперше було розміщено зображення найпростішого хрестового супорта великого токарного верстата. Цей супорт міг обертатися навколо осі і за допомогою гвинта наближатися до деталі, що обробляється, проте він не міг переміщатися вздовж неї. Але широкого поширення у токарній справі ці пристрої не набули. Простий токарний верстат цілком задовольняв всі потреби людини аж до другої половини XVIII століття. Однак із середини століття все частіше почала виникати необхідність обробляти з великою точністю масивні залізні деталі. Вали, гвинти різної величини, зубчасті колеса були першими деталями машин, про механічне виготовлення яких постало питання відразу після їх появи, оскільки вони були потрібні у величезній кількості. Особливо гостро потреба високоточної обробки металевих заготовок стала відчуватися після впровадження великого винаходу Уатта. Як мовилося раніше, виготовлення деталей для парових машин виявилося дуже складним технічним завданням у тому рівня, якого досягло машинобудування XVIII століття. Зазвичай різець укріплювався на довгій гачкоподібній палиці. Робітник тримав його в руках, спираючись як на важіль на спеціальну підставку. Ця праця вимагала великих професійних навичок та великої фізичної сили. Будь-яка помилка призводила до псування всієї заготовки або занадто великої похибки обробки.
У 1765 році через неможливість розсвердлити з достатньою точністю циліндр довжиною в два фути і діаметром у шість дюймів Уатт змушений був вдатися до ковкого циліндра. Розточування циліндра завдовжки дев'ять футів і діаметром 28 дюймів допускала точність до "товщини маленького пальця". Нема чого й казати, що така "точність" при виготовленні парового двигуна була зовсім недостатня. Положення можна було виправити тільки одним способом: треба було створити машини для виробництва машин. Машини мали замінити собою висококваліфікованих робітників, яких було мало, і забезпечити масовий випуск дешевих та надійних машин. З початку XIX століття розпочався поступовий переворот у машинобудуванні. На місце старого токарного верстата один за одним приходять нові високоточні автоматичні верстати, оснащені супортами. Початок цієї революції поклав токарний гвинторізний верстат англійського механіка Генрі Модслі, що дозволяв автоматично виточувати гвинти та болти з будь-якою нарізкою.
Взагалі нарізка гвинтів довго залишалася складним технічним завданням, оскільки вимагала високої точності та майстерності. Механіки давно замислювалися над тим, як спростити цю операцію. Ще 1701 року у праці Ш. Плюме описувався спосіб нарізки гвинтів з допомогою примітивного супорта. Для цього до заготівлі припаювали відрізок гвинта як хвостовик. Крок гвинта, що напоюється, повинен був дорівнювати кроку того гвинта, який потрібно було нарізати на заготовці. Потім заготовку встановлювали у найпростіших роз'ємних дерев'яних бабках; передня бабка підтримувала тіло заготівлі, а в задню вставлявся гвинт припаяний. При обертанні гвинта дерев'яне гніздо задньої бабки змінювалося формою гвинта і служило гайкою, унаслідок чого вся заготовка переміщалася у бік передньої бабки. Подача навпаки була така, що дозволяла нерухомому різцю різати гвинт із необхідним кроком. Подібного роду пристосування було на токарно-гвинторізному верстаті 1785 року, який був безпосереднім попередником верстата Модслі. Тут нарізка різьблення, що служила зразком для гвинта, що виготовляється, наносилася безпосередньо на шпиндель, що утримував заготівлю і приводив її в обертання. (Шпинделем називають вал токарного верстата, що обертається, з пристроєм для затиску оброблюваної деталі.) Це давало можливість робити нарізку на гвинтах машинним способом: робітник приводив у обертання заготівлю, яка за рахунок різьблення шпинделя, так само як у пристосуванні Плюме, починала поступово переміщатися щодо нерухомого різця, який робітник тримав на ціпку. Таким чином на виробі виходило різьблення, що точно відповідало різьбленню шпинделя. Втім, точність і прямолінійність обробки залежали виключно від сили і твердості руки робітника, який направляв інструмент. У цьому полягала велика незручність. Крім того, різьблення на шпинделі було всього 8-10 мм, що дозволяло нарізати тільки дуже короткі гвинти. Вінторізний верстат, сконструйований Модслі, був значним кроком уперед. Історія його винаходу так описується сучасниками. У 1794-1795 роках Модслі, ще молодий, але вже досвідчений механік, працював у майстерні відомого винахідника Брами. Основними виробами майстерні були придумані Брамою ватер-клозети та замки. Попит на них був дуже широким, а ручним способом виготовляти їх було важко. Перед Брамою та Модслі стояло завдання збільшити кількість деталей, що виготовляються на верстатах. Проте старий токарний верстат був незручний. Розпочавши роботу з його вдосконалення, Модслі в 1794 забезпечив його хрестовим супортом. Нижня частина супорта (санки) встановлювалася на одній рамі із задньою бабкою верстата і могла ковзати вздовж її напрямної. У будь-якому її місці супорт міг бути міцно закріплений за допомогою гвинта. На нижніх санках знаходилися верхні, влаштовані так само. За допомогою них різець, закріплений гвинтом у прорізі на кінці сталевого бруска, міг переміщатися у поперечному напрямку. Рух супорта в поздовжньому та поперечному напрямках відбувався за допомогою двох ходових гвинтів. Посунувши різець за допомогою супорта впритул до заготовки, жорстко встановивши його на поперечних санках, а потім переміщаючи вздовж оброблюваної поверхні, можна було з великою точністю зрізати зайвий метал. При цьому супорт виконував функцію руки робітника, що утримує різець. У конструкції, що описується, власне, не було ще нічого нового, але вона була необхідним кроком до подальших удосконалень. Незабаром після свого винаходу від Брами, Модслі заснував власну майстерню і в 1798 році створив більш досконалий токарний верстат. Цей верстат став важливою віхою у розвитку верстатобудування, тому що він вперше дозволив автоматично виготовляти нарізку гвинтів будь-якої довжини та будь-якого кроку. Як мовилося раніше, слабким місцем колишнього токарного верстата було те, що у ньому можна було нарізати лише короткі гвинти. Інакше й бути не могло - адже там не було супорта, рука робітника мала залишатися нерухомою, а рухалася сама заготівля разом із шпинделем. У верстаті Модслі заготівля залишалася нерухомою, а рухався супорт із закріпленим у ньому різцем. Для того, щоб змусити супорт переміщатися на нижніх санках уздовж верстата, Модслі з'єднав за допомогою двох зубчастих коліс шпиндель передньої бабки з ходовим гвинтом супорта. Гвинт, що обертається, вкручувався в гайку, яка тягла за собою санки супорта і змушувала їх ковзати вздовж станини. Оскільки ходовий гвинт обертався з такою самою швидкістю, як і шпиндель, то на заготовці нарізалося різьблення з тим самим кроком, що був на цьому гвинті. Для нарізки гвинтів із різним кроком при верстаті був запас ходових гвинтів. Автоматичне нарізування гвинта на верстаті відбувалося в такий спосіб. Заготівлю затискали та обточували до потрібних розмірів, не включаючи механічної подачі супорта. Після цього з'єднували ходовий гвинт зі шпинделем і гвинтова нарізка здійснювалася за кілька проходів різця. Зворотний відхід супорта щоразу робився вручну після відключення самохідної подачі. Таким чином, ходовий гвинт та супорт повністю замінювали руку робітника. Мало того, вони дозволяли нарізати різьблення набагато точніше і швидше, ніж на колишніх верстатах. У 1800 році Модслі вніс чудове вдосконалення у свій верстат - замість набору змінних ходових гвинтів він застосував набір змінних зубчастих коліс, які з'єднували шпиндель і ходовий гвинт (їх було 28 з числом зубів від 15 до 50). Тепер можна було за допомогою одного ходового гвинта отримувати різні різьблення з різноманітним кроком. Справді, якщо потрібно, наприклад, отримати гвинт, у якого хід у n разів менший, ніж у ходового, потрібно було змусити заготівлю обертатися з такою швидкістю, щоб вона робила n обертів за той час, поки ходовий гвинт робив лише один оборот. Оскільки ходовий гвинт отримував своє обертання від шпинделя, цього легко домогтися, вставивши між шпинделем і гвинтом одне чи кілька зубчастих передавальних коліс. Знаючи кількість зубів на кожному колесі, неважко було отримати потрібну швидкість. Змінюючи комбінацію коліс, можна було домагатися різного ефекту, наприклад, нарізати праве різьблення замість лівого.
На своєму верстаті Модслі виконував нарізку різьблення з такою дивовижною точністю і акуратністю, що це здавалося сучасникам майже дивом. Він, зокрема, нарізав регулювальні гвинт та гайку для астрономічного приладу, який протягом тривалого часу вважався неперевершеним шедевром точності. Гвинт мав п'ять футів довжини і два дюйми в діаметрі з 50 витками на кожен дюйм. Різьблення було таким дрібним, що його неможливо було розглянути неозброєним оком. Незабаром удосконалений Модслі верстат набув повсюдного поширення і послужив зразком для багатьох інших металорізальних верстатів. У 1817 році був створений стругальний верстат із супортом, що дозволив швидко обробляти плоскі поверхні. У 1818 році Вітні придумав фрезерний верстат. В 1839 з'явився карусельний верстат і т.д. Визначне досягнення Модслі принесло йому гучну і заслужену славу. Дійсно, хоча Модслі не можна вважати єдиним винахідником супорта, його безперечна заслуга полягала в тому, що він виступив зі своєю ідеєю в потрібний момент і вдягнув її в найбільш досконалу форму. Інша його заслуга була в тому, що він впровадив ідею супорта в масове виробництво і тим самим сприяв її остаточному поширенню. Він же перший встановив, що кожен гвинт певного діаметра повинен мати різьблення з певним кроком. Доки гвинтова нарізка наносилася вручну, кожен гвинт мав свої особливості. Для будь-якого гвинта виготовлялася своя гайка, що зазвичай не підходила до жодного іншого гвинта. Введення механізованої нарізки забезпечило однаковість усіх різьблень. Тепер будь-який гвинт та будь-яка гайка одного діаметра підходили один до одного незалежно від того, де вони були виготовлені. Це був початок стандартизації деталей, що мала надзвичайно велике значення для машинобудування.
Один з учнів Модслі, Джеймс Несміт, в подальшому сам став видатним винахідником, писав у своїх спогадах про Модслі як про основоположника стандартизації: "Він перейшов до поширення найважливішої справи однаковості гвинтів. Можна назвати це удосконаленням, але вірніше буде назвати це переворотом, в машинобудуванні, до нього не було жодної системи у співвідношенні між числом витків нарізки гвинтів та їх діаметром, кожен болт і гайка були придатні тільки один для одного і не мали нічого спільного з болтом сусідніх розмірів, тому всі болти та відповідні ним гайки отримували спеціальні маркування. Будь-яке змішання їх вело до нескінченних труднощів і витрат, неефективності та плутанини - частина машинного парку повинна була постійно використовуватися для ремонту.Тільки той, хто жив у відносно ранні дні виробництва машин, може мати правильне уявлення про неприємності , перешкоди та витрати, які викликало подібне становище, і тільки той правильно оцінить велику заслугу, надану Модслі машинобудуванню. Автор: Рижов К.В.
▪ мотоцикл
Машина для проріджування квітів у садах
02.05.2024 Удосконалений мікроскоп інфрачервоного діапазону
02.05.2024 Пастка для комах
01.05.2024
▪ Автомобіль з подушкою безпеки пішохода ▪ Оптичний гіроскоп, що використовує світло, що обертається ▪ Килимок для ефективної серцево-легеневої реанімації ▪ Дрони допоможуть у боротьбі з незаконним рибним промислом
▪ розділ сайту Дзвінки та аудіо-імітатори. Добірка статей ▪ стаття Вінсент Віллем Ван Гог. Знамениті афоризми ▪ стаття Звідки взявся пунш? Детальна відповідь ▪ стаття Спеціаліст юридичного відділу. Посадова інструкція ▪ стаття Джерело живлення для лампи денного світла. Енциклопедія радіоелектроніки та електротехніки ▪ стаття Розширення можливостей щупа-індикатора. Енциклопедія радіоелектроніки та електротехніки
Головна сторінка | Бібліотека | Статті | Карта сайту | Відгуки про сайт
www.diagram.com.ua |









 Дивіться інші статті розділу
Дивіться інші статті розділу 